Echipamente bricolaj pentru sudare: calcul, diagrame, fabricație, sudura prin contact și prin puncte. Latra cu bricolaj și metode de asamblare Sudare cu bricolaj de la Latra
Un material obișnuit pentru fabricarea transformatoarelor de sudură de casă a fost de mult arse LATR-urile (autotransformatoare de laborator). În interiorul carcasei LATR există un autotransformator toroidal realizat pe un miez magnetic de secțiune transversală mare. Acest circuit magnetic va fi necesar de la LATR pentru fabricație transformator de sudare. Un transformator necesită de obicei două inele de miez magnetice identice de la LATR-uri mari.
Sunt produse LATR-uri tipuri diferite, cu curenți maximi de la 2 la 10A, nu toate sunt potrivite pentru fabricarea transformatoarelor pentru sudare, doar cele ale căror dimensiuni ale miezului magnetic permit pozarea numărului necesar de spire. Cel mai comun dintre ele este probabil autotransformatorul LATR-1M. În funcție de firul de înfășurare, acesta este proiectat pentru curenți de 6,7-9A, deși acest lucru nu modifică dimensiunile autotransformatorului în sine. Miezul magnetic LATR-1M are următoarele dimensiuni: Diametru extern D=127 mm, diametru interior d=70 mm, înălțimea inelului h=95 mm, secțiune transversală S=27 cm 2, greutate aproximativ 6 kg. Din două inele de la LATR-1M poți face un transformator de sudură bun, totuși, datorită volumului interior mic al ferestrei, nu poți folosi fire prea groase și va trebui să economisești fiecare milimetru de spațiu pe fereastră. Un dezavantaj semnificativ al unui transformator realizat din LATR, în comparație cu circuitul transformatorului în formă de U, este, de asemenea, că este imposibil să se fabrice bobinele separat de circuitul magnetic. Aceasta înseamnă că va trebui să înfășurați, trăgând fiecare tură prin fereastra circuitului magnetic, ceea ce, desigur, complică foarte mult procesul de fabricație.
Există LATR-uri cu inele conductoare magnetice mai mari. Sunt mult mai potrivite pentru realizarea transformatoarelor de sudare, dar sunt mai puțin obișnuite. Pentru alte autotransformatoare, similare ca parametri cu LATR-1M, de exemplu AOSN-8-220, circuitul magnetic are dimensiuni diferite: diametrul exterior al inelului este mai mare, dar înălțimea și diametrul ferestrei d = 65 mm sunt mai mici. . În acest caz, diametrul ferestrei trebuie extins la 70 mm.
Inelul circuitului magnetic este format din bucăți de bandă de fier înfășurate una pe cealaltă, prinse la margini sudură în puncte. Pentru a crește diametrul interior al ferestrei, este necesar să deconectați capătul benzii din interior și să desfășurați cantitatea necesară. Dar nu încercați să derulați totul deodată. Este mai bine să vă relaxați câte o tură, tăind excesul de fiecare dată. Uneori, ferestrele LATR-urilor mai mari sunt extinse în acest fel, deși acest lucru reduce inevitabil aria secțiunii transversale a miezului magnetic.
În principiu, aria secțiunii transversale și un inel ar fi suficiente pentru un transformator de sudare. Dar problema este că nucleele magnetice mai mici necesită inevitabil mai multe spire, ceea ce mărește volumul bobinelor și necesită mai mult spatiu ferestre
Transformator cu brațe distanțate
La începutul fabricării transformatorului, este necesară izolarea ambelor inele. O atenție deosebită trebuie acordată colțurilor marginilor inelelor - acestea sunt ascuțite și pot tăia cu ușurință izolația aplicată și apoi scurtcircuita firul de înfășurare. Este mai bine să netezi mai întâi colțurile oarecum cu o pilă și apoi să aplici un fel de bandă puternică și elastică de-a lungul ei, de exemplu, o bandă groasă de păstrare sau un tub cambric tăiat pe lungime. Pe partea de sus a inelelor, fiecare separat, este învelit cu un strat subțire de izolație din material textil.Apoi, inelele izolate sunt conectate între ele. Inelele sunt strânse împreună cu bandă puternică și fixate pe părțile laterale cu cârlige de lemn, de asemenea, apoi legate cu bandă - circuitul magnetic de bază pentru transformator este gata.
Următorul pas este cel mai important - așezarea înfășurării primare. Înfășurările acestui transformator de sudură sunt înfășurate conform schemei: primar în mijloc, două secțiuni de secundar pe brațele laterale.

Înfășurarea primară necesită aproximativ 70-80 m de sârmă, care va trebui trasă prin ambele ferestre ale circuitului magnetic la fiecare tură. În acest caz, nu există nicio modalitate de a face fără un dispozitiv simplu.

În primul rând, firul este înfășurat pe o bobină de lemn și în această formă este tras prin ferestrele inelelor fără probleme.
Sârma de înfășurare primară poate avea un diametru de 1,6-2,2 mm. Pentru miezurile magnetice formate din inele cu diametrul ferestrei de 70 mm, puteți utiliza un fir cu un diametru de cel mult 2 mm, altfel va rămâne puțin spațiu pentru înfășurarea secundară. Înfășurarea primară conține, de regulă, 180-200 de spire la tensiunea de rețea normală, ceea ce este suficient pentru funcționarea eficientă cu un electrod de 3 mm.
Pe capătul firului se pune un cambric, care este atras de bandă de bumbac la începutul primului strat. Suprafața circuitului magnetic are o formă rotunjită, astfel că primele straturi vor conține mai puține spire decât straturile ulterioare pentru a nivela suprafața.

Firul este așezat tură în tură, în niciun caz permițând firului să se suprapună pe fir. Straturile de sârmă trebuie izolate unele de altele. Din nou, pentru a economisi spațiu, înfășurarea ar trebui să fie plasată cât mai compact posibil. Pe un circuit magnetic format din inele mici, izolația interstrat ar trebui utilizată mai subțire. Nu ar trebui să încercați să înfășurați rapid înfășurarea primară. Acest proces este lent și, după așezarea firelor dure, degetele încep să vă doară. Este mai bine să faceți acest lucru în 2-3 abordări - la urma urmei, calitatea este mai importantă decât viteza.
Dacă se face înfășurarea primară, cea mai mare parte a lucrării este făcută, lăsând secundarul. Dar mai întâi trebuie să determinați numărul de spire ale înfășurării secundare pentru o anumită tensiune. Pentru a începe, conectați primarul gata făcut la rețea. Curentul fără sarcină al acestei versiuni a transformatorului este mic - doar 70-150 mA, zumzetul transformatorului ar trebui să fie abia audibil. Înfășurăm 10 spire ale oricărui fir pe unul dintre brațele laterale și măsurăm tensiunea de ieșire pe ele. Fiecare dintre brațele laterale reprezintă jumătate din fluxul magnetic creat pe brațul central, astfel încât aici fiecare tură a înfășurării secundare reprezintă 0,6-0,7V. Pe baza rezultatului obținut se calculează numărul de spire ale înfășurării secundare, concentrându-se pe o tensiune de 50V (aproximativ 75-80 de spire).
Alegerea materialului de înfășurare secundară este limitată de spațiul rămas al ferestrelor circuitului magnetic. Mai mult, fiecare rotire a unui fir gros va trebui trasă pe toată lungimea sa într-o fereastră îngustă. Cel mai simplu mod este să-l înfășurați cu sârmă obișnuită de 16 mm 2 în izolație sintetică - este moale, flexibil, bine izolat și se va încălzi doar puțin în timpul funcționării. Puteți face o înfășurare secundară din mai multe fire de sârmă de cupru.
Jumătate din spirele înfășurării secundare sunt înfășurate pe un braț, jumătate pe celălalt. Dacă nu există fire de lungime suficientă, le puteți conecta din bucăți - nicio problemă. După înfășurarea înfășurării pe ambele brațe, trebuie să măsurați tensiunea pe fiecare dintre ele, aceasta poate diferi cu 2-3V - proprietățile ușor diferite ale nucleelor magnetice ale diferitelor LATR-uri îl afectează, ceea ce nu afectează în mod deosebit proprietățile arc în timpul sudării. Apoi înfășurările de pe brațe sunt conectate în serie, dar trebuie avut grijă ca acestea să nu fie defazate, altfel tensiunea de ieșire va fi aproape de zero (vezi articolul Înfășurarea unui transformator de sudură). Cu o tensiune de rețea de 220-230V, un transformator de sudare de acest design ar trebui să dezvolte un curent de 100-130A în modul arc. Curent la scurt circuit circuit secundar - până la 180A.
Se poate dovedi că nu a fost posibil să se potrivească toate turele calculate ale înfășurării secundare în ferestre, iar tensiunea de ieșire sa dovedit a fi mai mică decât cea dorită. Acest lucru nu va reduce prea mult curentul de funcționare. Într-o măsură mai mare, o scădere a tensiunii în circuit deschis afectează procesul de aprindere a arcului. Arcul se aprinde ușor la tensiuni apropiate de 50V și mai mari. Deși arcul poate fi aprins fără probleme la tensiuni mai mici. Deci, dacă transformatorul fabricat are o ieșire de aproximativ 40V, atunci poate fi folosit pentru lucru. Este o altă chestiune dacă dai peste electrozi proiectați pentru tensiuni înalte - unele mărci de electrozi funcționează de la 70-80V.
Transformator toroidal
Folosind inele de la LATR, puteți realiza și un transformator de sudură folosind o schemă toroidală diferită. Pentru aceasta aveți nevoie și de două inele, de preferință din LATR-uri mari. Inelele sunt conectate și izolate: se obține un miez inel-magnetic cu o zonă semnificativă a secțiunii transversale.
Înfășurarea primară conține același număr de spire ca în circuitul anterior, dar este înfășurată pe toată lungimea întregului inel și, de regulă, se află în două straturi. Problema lipsei de spațiu intern în fereastra circuitului magnetic a unui astfel de circuit transformator este chiar mai acută decât pentru proiectarea anterioară. Prin urmare, este necesar să izolați aici cu straturi și materiale cât mai subțiri posibil. Firele groase de înfășurare nu pot fi folosite aici. Deși unele instalații folosesc LATR-uri de dimensiuni deosebit de mari, doar un inel de acest tip poate produce un transformator de sudare toroidală.
Diferența avantajoasă dintre circuitul toroidal pentru un transformator de sudare este eficiența sa mai mare. Fiecare tură a înfășurării secundare va avea acum mai mult de un volt de tensiune, prin urmare, „secundarul” va avea mai puține spire, iar puterea de ieșire va fi mai mare decât în circuitul anterior. Cu toate acestea, lungimea virajului pe un circuit magnetic toroidal va fi mai mare și este puțin probabil să fie posibil să economisiți fir aici. Dezavantajele acestei scheme includ: complexitatea înfășurării, volumul limitat al ferestrei, incapacitatea de a utiliza fire de secțiune mare și, de asemenea, intensitatea ridicată a încălzirii. Dacă în versiunea anterioară toate înfășurările erau amplasate separat și aveau contact cel puțin parțial cu aerul, acum înfășurarea primară este complet sub secundară, iar încălzirea lor se întărește reciproc.
Este dificil să folosiți fire rigide pentru înfășurarea secundară. Este mai ușor să-l înfășurați cu sârmă moale sau cu mai multe fire. Dacă selectați corect toate firele și le așezați cu atenție, atunci numărul necesar de spire ale înfășurării secundare se va potrivi în spațiul ferestrei circuitului magnetic și tensiunea necesară va fi obținută la ieșirea transformatorului.
Uneori, un transformator de sudură toroidală este realizat din mai multe inele de LATR-uri într-un mod diferit, acestea nu sunt așezate unul peste altul, dar benzile de fier ale benzii sunt derulate de la una la alta. Pentru a face acest lucru, mai întâi turele interioare ale benzilor sunt selectate dintr-un inel pentru a lărgi fereastra. Inelele altor LATR-uri se desfășoară complet în benzi de bandă, care sunt apoi înfășurate cât mai strâns posibil pe diametru exterior primul inel. După aceasta, circuitul magnetic unic asamblat este înfășurat foarte strâns cu bandă izolatoare. Astfel, se obține un miez inel-magnetic cu un spațiu interior mai voluminos decât toate precedentele. Acesta poate găzdui un fir de secțiune transversală semnificativă. Numărul necesar de spire este calculat pe baza ariei secțiunii transversale a inelului asamblat.
Dezavantajele acestui design includ complexitatea fabricării miezului magnetic. În plus, indiferent cât de mult ai încerca, tot nu vei putea înfășura manual benzile de fier una în jurul celeilalte la fel de strâns ca înainte. Ca rezultat, circuitul magnetic se dovedește a fi slab. Când lucrați în modul de sudare, fierul de călcat din acesta vibrează puternic, producând un zumzet puternic.
Când utilizați conținutul acestui site, trebuie să puneți link-uri active către acest site, vizibile utilizatorilor și roboților de căutare.
The de casă aparat de sudura din LATR 2 construit pe baza unui LATR 2 de nouă amperi (autotransformator reglabil de laborator) și designul său prevede reglarea curentului de sudare. Prezența unei punți de diode în proiectarea mașinii de sudură permite sudarea DC.
Circuit regulator de curent pentru o mașină de sudură
Modul de funcționare al aparatului de sudură este reglat de rezistența variabilă R5. Tiristoarele VS1 și VS2 se deschid fiecare în propriul lor semiciclu alternativ pentru o anumită perioadă de timp datorită unui circuit de defazare construit pe elementele R5, C1 și C2.
Ca rezultat, devine posibilă modificarea tensiunii de intrare pe înfășurarea primară a transformatorului de la 20 la 215 volți. Ca urmare a transformării, apare o tensiune redusă pe înfășurarea secundară, permițându-vă să aprindeți ușor arcul de sudare la bornele X1 și X2 la sudarea cu curent alternativ și la bornele X3 și X4 la sudarea cu curent continuu.
Mașina de sudură este conectată la rețeaua electrică folosind o priză obișnuită. Un întrerupător de circuit împerecheat de 25 A poate fi utilizat ca întrerupător SA1.
Transformarea LATR 2 într-un aparat de sudură de casă
În primul rând, carcasa de protecție, contactul electric și fixarea sunt îndepărtate de pe autotransformator. Apoi, o bună izolație electrică este înfășurată pe înfășurarea existentă de 250 de volți, de exemplu, fibră de sticlă, deasupra căreia sunt așezate 70 de spire ale înfășurării secundare. Pentru înfășurarea secundară este indicat să alegeți sârmă de cupru cu o suprafață în secțiune transversală de aproximativ 20 mp. mm.
Dacă nu există un fir cu o secțiune transversală adecvată, îl puteți înfășura din mai multe fire cu o suprafață totală a secțiunii transversale de 20 mm pătrați. LATR2 modificat este montat într-o carcasă potrivită de casă, cu orificii de ventilație. De asemenea, acolo trebuie să instalați o placă de reglare, un comutator de pachete, precum și terminale pentru X1, X2 și X3, X4.
În absența LATR 2, transformatorul poate fi realizat în casă prin înfășurarea înfășurărilor primare și secundare pe un miez de oțel al transformatorului. Secțiunea transversală a miezului trebuie să fie de aproximativ 50 de metri pătrați. cm Înfășurarea primară este înfășurată cu sârmă PEV2 cu diametrul de 1,5 mm și conține 250 de spire, înfășurarea secundară este aceeași cu cea de pe LATR 2.
La ieșirea înfășurării secundare este conectată o punte de diode formată din diode redresoare puternice. În locul diodelor indicate în diagramă, puteți folosi diode D122-32-1 sau 4 diode VL200 (locomotivă electrică). Diodele pentru răcire trebuie instalate pe radiatoare de casă cu o suprafață de cel puțin 30 de metri pătrați. cm.
Un alt punct important este alegerea cablului pentru aparatul de sudura. Pentru acest sudor, este necesar să utilizați un cablu de cupru în izolație de cauciuc cu o secțiune transversală de cel puțin 20 mm pătrați. Ai nevoie de două bucăți de cablu de 2 metri lungime. Fiecare trebuie să fie strâns sertizat cu urechi terminale pentru a se conecta la aparatul de sudură.

Osciloscop USB portabil, 2 canale, 40 MHz....

Modurile de operare sunt setate cu ajutorul unui potențiometru. Împreună cu condensatoarele C2 și C3, formează lanțuri de defazare, fiecare dintre acestea, atunci când este declanșat în timpul semiciclului său, deschide tiristorul corespunzător pentru o anumită perioadă de timp. Ca urmare, pe înfășurarea primară a sudurii T1 apare o tensiune reglabilă de 20-215 V Transformând în înfășurarea secundară, necesarul -Usv facilitează aprinderea arcului pentru sudare pe alternanță (bornele X2, X3) sau rectificate (. X4, X5) curent.
Fig.1. Aparat de sudura de casa bazat pe LATR.
Transformator de sudură bazat pe LATR2 (a) utilizat pe scară largă, conexiunea acestuia la circuitul principal schema electrica o mașină reglabilă de casă pentru sudarea pe curent alternativ sau continuu (b) și o diagramă de tensiune care explică funcționarea unui regulator tranzistor al modului de ardere cu arc electric.
Rezistoarele R2 și R3 ocolesc circuitele de control ale tiristoarelor VS1 și VS2. Condensatorii C1, C2 reduc nivelul de interferență radio care însoțește o descărcare cu arc la un nivel acceptabil. Un bec cu neon cu o rezistență de limitare a curentului R1 este utilizat ca indicator luminos HL1, semnalând că dispozitivul este conectat la sursa de alimentare a casei.
Pentru a conecta „sudorul” la cablajul electric al apartamentului, se folosește un ștecher obișnuit X1. Dar este mai bine să utilizați un conector electric mai puternic, care se numește în mod obișnuit „priză euro-priză euro”. Și ca comutator SB1, un „pachet” VP25, proiectat pentru un curent de 25 A și care vă permite să deschideți ambele fire simultan, este potrivit.
După cum arată practica, nu are sens să instalați orice fel de siguranțe (întrerupătoare anti-suprasarcină) pe aparatul de sudură. Aici trebuie să faceți față unor astfel de curenți, dacă sunt depășiți, protecția la intrarea în rețea a apartamentului va funcționa cu siguranță.
Pentru fabricarea înfășurării secundare, protecția carcasei, glisorul de colectare a curentului și hardware-ul de montare sunt îndepărtate de la bază LATR2. Apoi, izolația fiabilă (de exemplu, din țesătură lăcuită) este aplicată înfășurării existente de 250 V (robinetele de 127 și 220 V rămân nerevendicate), deasupra căreia este plasată o înfășurare secundară (descendente). Și aceasta este 70 de spire ale unei bare colectoare izolate din cupru sau aluminiu cu un diametru de 25 mm2. Este acceptabil să se realizeze înfășurarea secundară din mai multe fire paralele cu aceeași secțiune transversală generală.
Este mai convenabil să efectuați înfășurarea împreună. În timp ce unul, încercând să nu deterioreze izolația spirelor adiacente, trage și așează cu atenție firul, celălalt ține capătul liber al înfășurării viitoare, protejându-l de răsucire.
LATR2 modernizat este plasat într-o carcasă metalică de protecție cu orificii de ventilație, pe care există o placă de montare din getinax de 10 mm sau fibră de sticlă cu un comutator de pachete SB1, un regulator de tensiune tiristor (cu rezistor R6), un indicator luminos HL1 pt. conectarea dispozitivului la rețea și bornele de ieșire pentru sudare pe curent AC (X2, X3) sau continuu (X4, X5).
În absența unui LATR2 de bază, acesta poate fi înlocuit cu un „sudor” de casă cu miez magnetic din oțel pentru transformator (secțiune transversală a miezului 45-50 cm2). Înfășurarea sa primară ar trebui să conțină 250 de spire de sârmă PEV2 cu un diametru de 1,5 mm. Cel secundar nu este diferit de cel folosit în LATR2 modernizat.
La ieșirea înfășurării de joasă tensiune este instalat un bloc redresor cu diode de putere VD3-VD10 pentru sudarea în curent continuu. Pe lângă aceste supape, analogii mai puternici sunt, de asemenea, destul de acceptabili, de exemplu, D122-32-1 (curent redresat - până la 32 A).
Diodele de putere și tiristoarele sunt instalate pe radiatoare, a căror suprafață este de cel puțin 25 cm2. Axa rezistenței de reglare R6 este scoasă din carcasă. Sub mâner este plasată o scară cu diviziuni corespunzătoare unor valori specifice ale tensiunii directe și alternative. Și lângă el este un tabel al dependenței curentului de sudare de tensiunea de înfășurarea secundară a transformatorului și de diametru. electrod de sudare(0,8-1,5 mm).
Desigur, electrozii de casă din oțel carbon „tirelă” cu un diametru de 0,5-1,2 mm sunt, de asemenea, acceptabili. Blankurile de 250-350 mm lungime sunt acoperite cu sticlă lichidă - un amestec de adeziv silicat și cretă zdrobită, lăsând neprotejate capetele de 40 mm, care sunt necesare pentru conectarea la aparatul de sudură. Acoperirea trebuie uscată bine, altfel va începe să „împușcă” în timpul sudării.
Deși atât curentul alternativ (bornele X2, X3) cât și curentul continuu (X4, X5) poate fi utilizat pentru sudare, a doua opțiune, conform recenziilor sudorilor, este de preferat primei. În plus, polaritatea joacă un rol foarte important. În special, atunci când se aplică „plus” la „împământare” (obiectul care este sudat) și, în consecință, se conectează electrodul la borna cu semnul „minus”, apare așa-numita polaritate directă. Se caracterizează prin eliberarea de mai multă căldură decât cu polaritatea inversă, atunci când electrodul este conectat la borna pozitivă a redresorului, iar „împământarea” este conectată la borna negativă. Polaritatea inversă este utilizată atunci când este necesar să se reducă generarea de căldură, de exemplu, la sudarea foilor subțiri de metal. Aproape toată energia eliberată de arcul electric merge la formarea unei suduri și, prin urmare, adâncimea de penetrare este cu 40-50 la sută mai mare decât la un curent de aceeași magnitudine, dar de polaritate dreaptă.
Și încă câteva caracteristici foarte semnificative. O creștere a curentului arcului la o viteză constantă de sudare duce la o creștere a adâncimii de penetrare. Mai mult, dacă lucrarea este efectuată pe curent alternativ, atunci ultimul dintre acești parametri devine cu 15-20 la sută mai mic decât atunci când se utilizează curent continuu de polaritate inversă. Tensiunea de sudare are un efect redus asupra adâncimii de penetrare. Dar lățimea cusăturii depinde de Ust: crește odată cu creșterea tensiunii.
De aici o concluzie importantă pentru cei implicați, să zicem, în lucrări de sudare la repararea caroseriei unui autoturism din tablă subțire de oțel: cele mai bune rezultate vor fi obținute prin sudarea cu curent continuu de polaritate inversă la minimum (dar suficientă pentru arderea stabilă a arcului). ) Voltaj.
Arcul trebuie mentinut cat mai scurt, apoi electrodul se consuma uniform, iar adancimea de patrundere a metalului care se sudeaza este maxima. Cusătura în sine este curată și durabilă, practic lipsită de incluziuni de zgură. Și vă puteți proteja de stropii rare de topitură, care sunt greu de îndepărtat după ce produsul s-a răcit, frecând suprafața afectată de căldură cu cretă (picăturile se vor rostogoli fără să se lipească de metal).
Arcul este excitat (după aplicarea -Us corespunzătoare la electrod și la pământ) în două moduri. Esența primului este să atingeți ușor electrodul de piesele care sunt sudate și apoi să îl mutați 2-4 mm în lateral. A doua metodă amintește de lovirea unui chibrit pe o cutie: glisând electrodul de-a lungul suprafeței de sudat, acesta este imediat retras la o distanță scurtă. În orice caz, trebuie să prindeți momentul în care are loc arcul și abia atunci, mișcând ușor electrodul peste cusătura care se formează imediat, să-i mențineți arderea liniștită.
În funcție de tipul și grosimea metalului care este sudat, se alege unul sau altul electrod. Dacă, de exemplu, există un sortiment standard pentru o foaie St3 cu o grosime de 1 mm, electrozii cu diametrul de 0,8-1 mm sunt potriviți (pentru aceasta este proiectat în principal designul în cauză). Pentru lucrările de sudare pe oțel laminat de 2 mm, este recomandabil să aveți un „sudor” mai puternic și un electrod mai gros (2-3 mm).
Pentru sudare Bijuterii din aur, argint, cupronic, este mai bine să folosiți un electrod refractar (de exemplu, wolfram). De asemenea, puteți suda metale care sunt mai puțin rezistente la oxidare folosind protecția cu dioxid de carbon.
În orice caz, lucrul poate fi realizat fie cu un electrod vertical, fie înclinat înainte sau înapoi. Dar profesioniștii cu experiență susțin: atunci când sudați cu un unghi înainte (adică un unghi ascuțit între electrod și cusătura finită), se asigură o penetrare mai completă și o lățime mai mică a cusăturii în sine. Sudarea unghiulară înapoi este recomandată numai pentru îmbinările suprapuse, mai ales atunci când aveți de-a face cu profile laminate (unghiuri, grinzi în I și canale).
Un lucru important este cablul de sudare. Pentru dispozitivul în cauză, este imposibil ar fi mai potrivit cupru plin (secțiune transversală totală aproximativ 20 mm2) în izolație din cauciuc. Cantitatea necesară este de două secțiuni de un metru și jumătate, fiecare dintre acestea ar trebui să fie echipată cu un terminal de bornă sertizat și lipit cu grijă pentru conectarea la „sudor”. Pentru conectarea directă la pământ, se folosește o clemă puternică de crocodil, iar cu electrodul se folosește un suport asemănător cu o furcă cu trei capete. Puteți folosi și o brichetă de mașină.
De asemenea, este necesar să aveți grijă de siguranța personală. Când sudați cu arc electric, încercați să vă protejați de scântei și cu atât mai mult de stropii de metal topit. Este recomandat să purtați îmbrăcăminte largi din pânză, mănuși de protecție și o mască pentru a vă proteja ochii de radiațiile puternice ale arcului electric (ochelarii de soare nu sunt potriviți aici).
Desigur, nu trebuie să uităm de „Regulile de siguranță atunci când se efectuează lucrări la echipamente electrice în rețele cu tensiuni de până la 1 kV”. Electricitatea nu iartă neatenția!
Sunt sigur că nici un singur meșter sau proprietar familiar nu va refuza un „sudor” compact și, în același timp, destul de fiabil, ieftin și ușor de fabricat. Mai ales dacă află că acest dispozitiv se bazează pe un autotransformator de laborator LATR2 de 9 amperi ușor de modernizat (familiar aproape tuturor de la lecțiile de fizică de la școală) și un miniregulator cu tiristor de casă cu punte redresoare. Ele vă permit nu numai să vă conectați în siguranță la o rețea de iluminat AC de uz casnic cu o tensiune de 220 V, ci și să schimbați u pe electrod și, prin urmare, să selectați valoarea dorită a curentului de sudare.
Modurile de operare sunt setate cu ajutorul unui potențiometru. Împreună cu condensatoarele C2 și C3, formează lanțuri de defazare, fiecare dintre ele funcționând în propria jumătate de perioadă. deschide tiristorul corespunzător pentru o anumită perioadă de timp. Ca rezultat, pe înfășurarea primară a sudării T1 apare un 20-215 V Transformând în înfășurarea secundară, -u-ul necesar vă permite să aprindeți cu ușurință arcul pentru sudare pe alternanță (bornele X2, X3) sau rectificat (. X4, X5) curent.
Rezistoarele R2 și RЗ ocolesc circuitele de control ale tiristoarelor VS1 și VS2. Condensatorii C1. C2 reduce nivelul de interferență radio care însoțește o descărcare cu arc la un nivel acceptabil. Un nou bec cu un rezistor de limitare a curentului R1 este folosit ca indicator luminos HL1, semnalând că dispozitivul este conectat la sursa de alimentare de uz casnic.
Pentru a conecta „sudorul” la cablajul electric al apartamentului, se folosește un ștecher obișnuit X1. Dar este mai bine să utilizați un conector electric mai puternic, care se numește în mod obișnuit „priză euro-priză euro”. Și ca comutator SB1, un „pachet” VP25, proiectat pentru un curent de 25 A și care vă permite să deschideți ambele fire simultan, este potrivit.
După cum arată practica, nu are sens să instalați orice fel de siguranțe (întrerupătoare anti-suprasarcină) pe aparatul de sudură. Aici trebuie să faceți față unor astfel de curenți, dacă sunt depășiți, protecția la intrarea în rețea a apartamentului va funcționa cu siguranță.
Pentru fabricarea înfășurării secundare, protecția carcasei, glisorul colectorului de curent și feroneria de montare sunt îndepărtate de la bază LATR2. Apoi, izolația fiabilă (de exemplu, din țesătură lăcuită) este aplicată înfășurării existente de 250 V (robinetele de 127 și 220 V rămân nerevendicate), deasupra căreia este plasată o înfășurare secundară (descendente). Și aceasta este 70 de spire ale unei bare colectoare izolate din cupru sau aluminiu cu un diametru de 25 mm2. Este acceptabil să se realizeze înfășurarea secundară din mai multe fire paralele cu aceeași secțiune transversală generală.
Este mai convenabil să efectuați înfășurarea împreună. În timp ce unul, încercând să nu deterioreze izolația spirelor adiacente, trage și așează cu atenție firul, celălalt ține capătul liber al înfășurării viitoare, protejându-l de răsucire.
LATR2 modernizat este plasat într-o carcasă metalică de protecție cu orificii de ventilație, pe care există o placă de montare din getinax de 10 mm sau fibră de sticlă cu un comutator de pachete SB1, un regulator de tensiune tiristor (cu rezistor R6), un indicator luminos HL1 pentru conectare. dispozitivul la rețea și bornele de ieșire pentru sudare pe curent alternativ (X2, X3) sau continuu (X4, X5).
În absența unui LATR2 de bază, acesta poate fi înlocuit cu un „sudor” de casă cu miez magnetic din oțel pentru transformator (secțiune transversală a miezului 45-50 cm2). Înfășurarea sa primară ar trebui să conțină 250 de spire de sârmă PEV2 cu un diametru de 1,5 mm. Cel secundar nu este diferit de cel folosit în LATR2 modernizat.
La ieșirea înfășurării de joasă tensiune este instalat un bloc redresor cu diode de putere VD3 - VD10 pentru sudarea în curent continuu. Pe lângă aceste supape, analogii mai puternici sunt, de asemenea, destul de acceptabili, de exemplu, D122-32-1 (curent redresat - până la 32 A).
Diodele de putere și tiristoarele sunt instalate pe radiatoare, a căror suprafață este de cel puțin 25 cm2. Axa rezistenței de reglare R6 este scoasă din carcasă. Sub mâner este plasată o scară cu diviziuni corespunzătoare unor valori specifice ale tensiunii directe și alternative. Și lângă acesta este un tabel al dependenței curentului de sudare de tensiunea de înfășurarea secundară a transformatorului și de diametrul electrodului de sudare (0,8-1,5 mm).
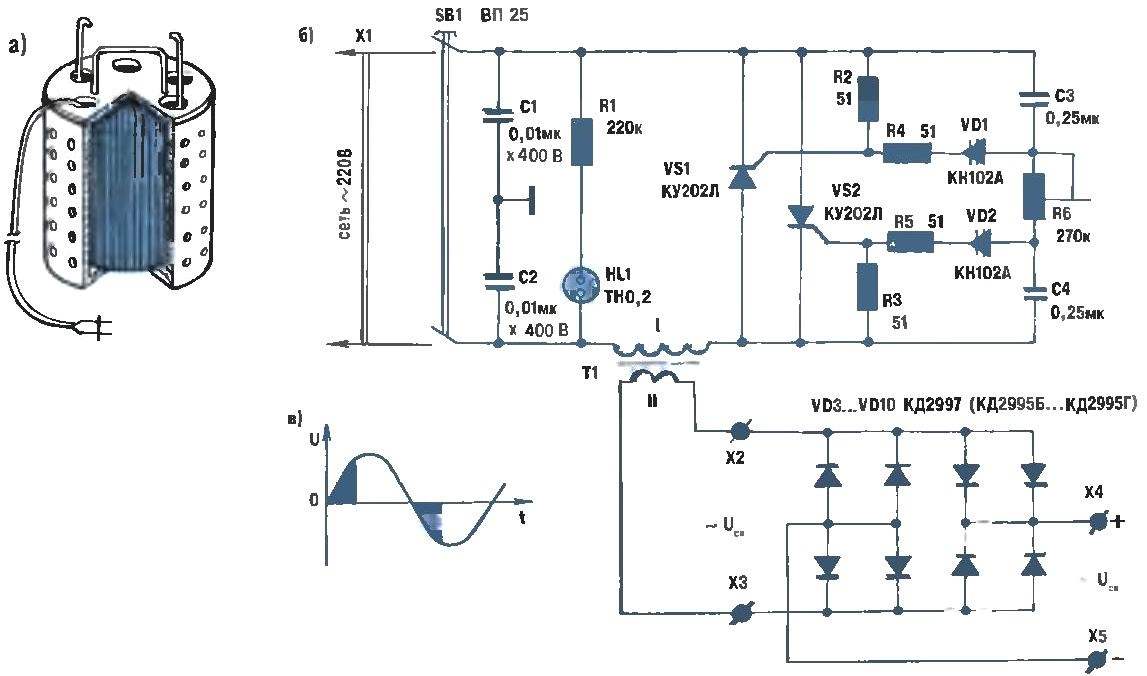
Un transformator de sudură bazat pe larg utilizat LATR2 (a), conectarea acestuia la schema de circuit a unei mașini de sudură reglabilă de casă pentru curent alternativ sau continuu (b) și o diagramă de tensiune (c) care explică funcționarea unui regulator de rezistență al electricității. modul de ardere cu arc.
Desigur, electrozii de casă din oțel carbon „tirelă” cu un diametru de 0,5-1,2 mm sunt, de asemenea, acceptabili. Blankurile de 250-350 mm lungime sunt acoperite cu sticlă lichidă - un amestec de adeziv silicat și cretă zdrobită, lăsând neprotejate capetele de 40 mm, care sunt necesare pentru conectarea la aparatul de sudură. Acoperirea trebuie uscată bine, altfel va începe să „împușcă” în timpul sudării.
Deși atât curentul alternativ (bornele X2, X3) cât și curentul continuu (X4, X5) poate fi utilizat pentru sudare, a doua opțiune, conform recenziilor sudorilor, este de preferat primei. În plus, polaritatea joacă un rol foarte important. În special, atunci când se aplică „plus” la „împământare” (obiectul care este sudat) și, în consecință, se conectează electrodul la borna cu semnul „minus”, apare așa-numita polaritate directă. Se caracterizează prin eliberarea de mai multă căldură decât cu polaritatea inversă, atunci când electrodul este conectat la borna pozitivă a redresorului, iar „împământarea” la negativ. Polaritatea inversă este utilizată atunci când este necesar să se reducă generarea de căldură, de exemplu, la sudarea foilor subțiri de metal. Aproape toată energia eliberată de arcul electric merge la formarea unei suduri și, prin urmare, adâncimea de penetrare este cu 40-50 la sută mai mare decât la un curent de aceeași magnitudine, dar de polaritate dreaptă.
Și încă câteva caracteristici foarte semnificative. O creștere a curentului arcului la o viteză constantă de sudare duce la o creștere a adâncimii de penetrare. În plus, dacă se lucrează pe curent alternativ, ultimul dintre acești parametri devine cu 15-20% mai mic decât atunci când se utilizează curent continuu cu polaritate inversă. Tensiunea de sudare are un efect redus asupra adâncimii de penetrare. Dar lățimea cusăturii depinde de uw: crește odată cu creșterea tensiunii.
De aici o concluzie importantă pentru cei implicați, să zicem, în lucrări de sudare la repararea caroseriei unui autoturism din tablă subțire de oțel: cele mai bune rezultate vor fi obținute prin sudarea cu curent continuu de polaritate inversă la minimum (dar suficientă pentru arderea stabilă a arcului). ) Voltaj.
Arcul trebuie mentinut cat mai scurt, apoi electrodul se consuma uniform, iar adancimea de patrundere a metalului care se sudeaza este maxima. Cusătura în sine este curată și durabilă, practic lipsită de incluziuni de zgură. Și vă puteți proteja de stropii rare de topitură, care sunt greu de îndepărtat după ce produsul s-a răcit, frecând suprafața afectată de căldură cu cretă (picăturile se vor rostogoli fără să se lipească de metal).
Arcul este excitat (prin aplicarea mai întâi a Ucb corespunzătoare la electrod și la pământ) în două moduri. Esența primului este să atingeți ușor electrodul de piesele care sunt sudate și apoi să îl mutați 2-4 mm în lateral. A doua metodă amintește de lovirea unui chibrit pe o cutie: glisând electrodul de-a lungul suprafeței de sudat, acesta este imediat retras la o distanță scurtă. În orice caz, trebuie să prindeți momentul în care are loc arcul și abia atunci, mișcând ușor electrodul peste cusătura care se formează imediat, să-i mențineți arderea liniștită.
În funcție de tipul și grosimea metalului care este sudat, se alege unul sau altul electrod. Dacă, de exemplu, există un sortiment standard pentru o foaie St3 cu o grosime de 1 mm, electrozii cu diametrul de 0,8-1 mm sunt potriviți (pentru aceasta este proiectat în principal designul în cauză). Pentru lucrările de sudare pe oțel laminat de 2 mm, este recomandabil să aveți un „sudor” mai puternic și un electrod mai gros (2-3 mm).
Pentru sudarea bijuteriilor din aur, argint, cupronic, este mai bine să folosiți un electrod refractar (de exemplu, wolfram). De asemenea, puteți suda metale care sunt mai puțin rezistente la oxidare folosind protecția cu dioxid de carbon.
În orice caz, lucrul poate fi realizat fie cu un electrod poziționat vertical, fie înclinat înainte sau înapoi. Dar profesioniștii cu experiență susțin: atunci când sudați cu un unghi înainte (adică un unghi ascuțit între electrod și cusătura finită), se asigură o penetrare mai completă și o lățime mai mică a cusăturii în sine. Sudarea unghiulară înapoi este recomandată numai pentru îmbinările suprapuse, mai ales atunci când aveți de-a face cu profile laminate (unghiuri, grinzi în I și canale).
Un lucru important este cablul de sudare. Pentru dispozitivul în cauză, cuprul torsionat (secțiune transversală totală aproximativ 20 mm2) în izolație din cauciuc este ideal. Cantitatea necesară este de două secțiuni de un metru și jumătate, fiecare dintre acestea ar trebui să fie echipată cu un terminal de bornă sertizat și lipit cu grijă pentru conectarea la „sudor”. Pentru conectarea directă la pământ, se folosește o clemă puternică de crocodil, iar cu electrodul se folosește un suport asemănător cu o furcă cu trei capete. Puteți folosi și o brichetă de mașină.
La proiectarea sau repararea echipamentelor, echipamente de uz casnic Apare adesea problema: cum se sudează anumite piese. A cumpăra un aparat de sudură nu este în întregime ușor, dar să o faci singur...
În acest articol vă puteți familiariza cu un simplu aparat de sudură de casă realizat după un design original.
Aparatul de sudura functioneaza dintr-o retea de 220 V si are caracteristici electrice ridicate. Mulțumită aplicației formă nouă circuit magnetic, greutatea dispozitivului este de doar 9 kg cu dimensiunile totale de 125 x 150 mm. Acest lucru se realizează prin utilizarea benzilor de transformare laminate într-o rolă în formă de torus, în locul pachetului tradițional de plăci în formă de W. Caracteristicile electrice ale unui transformator pe un circuit magnetic de frână sunt de aproximativ 5 ori mai mari decât cele ale unui transformator în formă de W, iar pierderile electrice sunt minime.
Pentru a scăpa de căutarea fierului de transformator rar, puteți achiziționa un LATR gata făcut de 9 A sau puteți utiliza un circuit magnetic de frână de la un transformator de laborator ars. Pentru a face acest lucru, îndepărtați gardul, fitingurile și îndepărtați înfășurarea arsă. Circuitul magnetic eliberat trebuie izolat de viitoarele straturi de înfăşurare cu carton electric sau două straturi de pânză lăcuită.
Transformatorul de sudare are două înfășurări independente. Cel primar folosește sârmă PEV-2 de 1,2 mm, lungime de 170 m. Pentru ușurință în operare, puteți folosi o navetă (. lamele de lemn 50 x 50 mm cu fante la capete), pe care este preînfășurat întregul fir. Între înfășurări este plasat un strat de izolație. Înfășurarea secundară - sârmă de cupru din bumbac sau izolație sticloasă - are 45 de spire deasupra primarului. În interiorul sârmei este plasat rând pe rând, iar la exterior cu un mic decalaj - pentru o plasare uniformă și o răcire mai bună.
Este mai convenabil să faceți munca împreună: unul cu atenție, fără a atinge turele adiacente, pentru a nu deteriora izolația, întinde și așează firul, iar un asistent ține capătul liber, protejându-l de răsucire. Un transformator de sudare realizat astfel va produce un curent de 50 - 185 A.
Dacă ați achiziționat un 9 A Latr și la inspecție se dovedește că înfășurarea sa este intactă, atunci chestiunea devine mult mai simplă. Folosind înfășurarea finită ca primar, puteți asambla un transformator de sudură în 1 oră, dând un curent de 70 - 150 A. Pentru a face acest lucru, trebuie să îndepărtați gardul, glisorul de colectare a curentului și hardware-ul de montare. Apoi identificați și marcați bornele de 220 V, iar capetele rămase, bine izolate, sunt presate temporar de circuitul magnetic pentru a nu le deteriora atunci când lucrați cu înfășurarea secundară. Instalarea acestuia din urmă se realizează în același mod ca și în versiunea anterioară, folosind sârmă de cupru de aceeași secțiune transversală și lungime.


Transformatorul asamblat este plasat pe o platformă izolată în aceeași carcasă, având în ea găuri forate anterior pentru ventilație. Firele înfășurării primare sunt conectate la o rețea de 220 V folosind un cablu ShRPS sau VRP. Un întrerupător de deconectare trebuie să fie prevăzut în circuit.
Cablurile de înfășurare secundară sunt conectate la flexibil fire izolate PRG, suportul electrodului este atașat de unul dintre ele, iar piesa de sudat este atașată de celălalt. Același fir este împământat pentru siguranța sudorului.
Reglarea curentului este asigurată prin conectarea în serie a circuitului de sârmă al suportului electrodului de balast - sârmă nicrom sau constantan cu diametrul de 3 mm și lungimea de 5 m, încolăcit ca un șarpe, care este atașat de o foaie de azbociment. Toate conexiunile de fire și balast sunt realizate folosind șuruburi M10. Folosind metoda de selecție, deplasând punctul de conectare a firului de-a lungul șarpelui, este setat curentul necesar. Este posibilă reglarea curentului folosind electrozi de diferite diametre. Pentru sudare se folosesc electrozi cu diametrul de 1 - 3 mm.
Toate materialele necesare pentru un transformator de sudare poate fi achiziționat de la un lanț de vânzare cu amănuntul. Și pentru o persoană familiarizată cu inginerie electrică, realizarea unui astfel de dispozitiv nu este dificilă.

În timpul lucrului, pentru a evita arsurile, este necesar să folosiți un scut de protecție din fibre echipat cu un filtru de lumină E-1, E-2. De asemenea, sunt necesare o pălărie, salopete și mănuși. Mașina de sudură trebuie protejată de umiditate și nu lăsată să se supraîncălzească. Mod de funcționare aproximativ cu un electrod cu diametrul de 3 mm: pentru un transformator cu un curent de 50 - 185 A - 10 electrozi și cu un curent de 70 - 150 A - 3 electrozi, după care dispozitivul trebuie deconectat de la rețea timp de cel puțin 5 minute.

 Medicina homeopatica practica
Medicina homeopatica practica Teribilul adevăr despre Blocada
Teribilul adevăr despre Blocada Nu face rău, citește online integral
Nu face rău, citește online integral Enciclopedia Micilor Comercianți - Eric Naiman Eric Naiman Enciclopedia Micilor Comercianți citiți
Enciclopedia Micilor Comercianți - Eric Naiman Eric Naiman Enciclopedia Micilor Comercianți citiți